-

沧州雄图机械设备有限公司
主营:射芯机,铸造模具,覆膜砂模具 - 13785765146

沧州雄图机械设备有限公司
主营:射芯机,铸造模具,覆膜砂模具 7
7
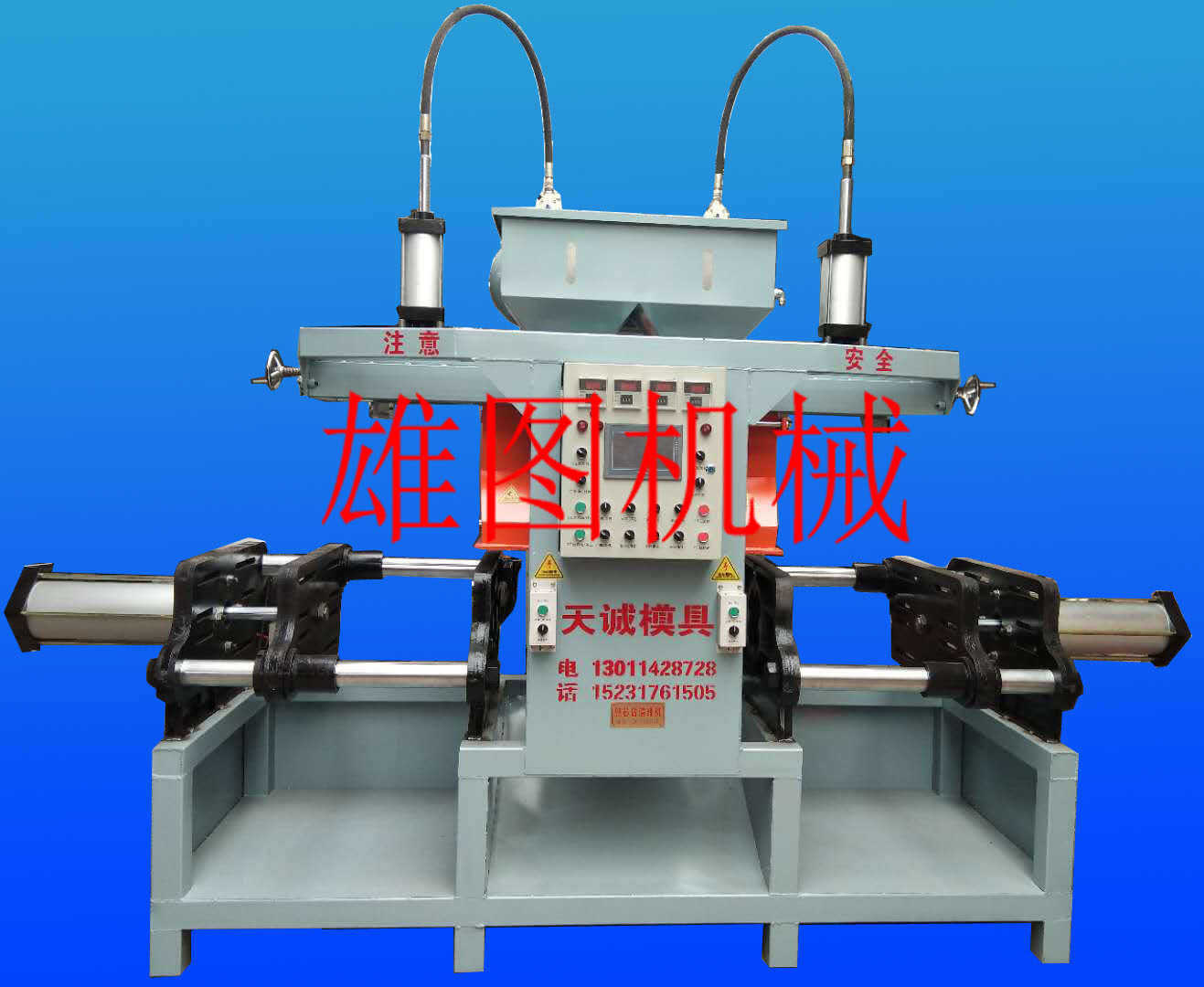
一、机器的用途:
HT600型双工位射芯机是采用覆膜砂制芯,适用于热芯盒。射芯机的特点是应用两根导柱,开合模垂直分型,同时安装两副不同的模具。射芯机广泛应用于铸造行业中,用射芯机制造的型芯尺寸精确,表面光洁。射芯机工作原理是将覆膜砂射入加热后的芯盒内,砂芯在芯盒内预热很快硬化将之取出,形成表面光滑、尺寸精确的优质砂芯成品。
1 生产效高:热芯盒射芯机工作过程是注砂与紧实同时完成的,并立即预热在芯盒中硬化,一个循环周期仅需1-3分钟,便可生产出供浇铸用的砂芯和砂型。
2 砂芯质量好:能射制任何复杂程度的砂芯,而且尺寸精确、表面光洁,从而可以减少铸件加工量。
3 可以省去很多制芯用辅助设备及工具、如烘芯炉、烘干器、芯骨、腊线等。
4 减轻劳动强度、操作灵活简便、容易上手,采用电加热,温度可自动控制,工作场地易保持清洁,为制芯过程的机械化、自动化创造条件。
二、 主机概述 :
HT600系列射芯机为垂直分型射制砂芯及外形。整机结构主要由四大零部件组成。
1. 立柱部件:主要由横梁、立柱构成设备的上部构架。在横梁上安装有砂筒、砂斗、砂阀部件、压紧缸等零部件构成制芯的供砂、供气系统。
2. 射砂装置:包含有砂筒、气阀、砂筒架、射头、射砂板等零部件组成。工作时由压紧缸将砂筒压紧在芯盒的上平面上,打开射砂阀进行射砂。排气射砂完毕,松开压紧缸(退回原始位置)完成射砂、加砂工作。
3. 模架部件:主要由动模板、左右支架板及导柱、导套、**杆、合模缸等零部件组成。
3.1整个模架由左右支架板安装在底座上。
3.2动模板在合模的推拉下沿导柱左右移动完成合模、开模的制芯过程。动模板在开模时由定模板上的**杆**在顶芯板上砂芯被**出,手工轻易就可取出。
3.3底座:整个设备的支撑、模架、立柱、电控箱、电磁阀等安在其上。
三、操作说明:
1射芯机电箱设置说明:
1合模时间是模具由开模状态到模具闭合所用的时间,根据时间情况设置,时间由短到长,逐步增加时间设置,合模时间决定砂斗动作,即合模时间到砂斗开始前进一般6秒左右;
2砂斗前进时间是砂斗由接砂位置到射砂位置所用的时间,时间由长到短逐步设置。砂斗时间决定下压动作,即砂斗时间到压头开始下压一般6秒左右;
3压斗:压斗下压时间设置范围2秒左右;
4射砂时间和射砂次数,根据模具大小,设置合适的参数。射砂时间1-3秒,间隔时间0.5-1秒之间,次数不**过3次;
5射砂后停顿时间是射砂后停顿一下,防止气体反冲,砂子外溢,时间2-3秒;
6砂斗上升时间为2-4秒之间;
7加温时间是砂型加温所用的时间,射砂完毕后开始计算,根据实际情况设置;
8开模前报警时间是工件加温完成前,提醒工人准备开模取件,时间5秒左右即可
2设备在操作前各运动零部件必须处于原始位置。 如下:
1动模板在开模位置。
2砂筒在升起和返回位置。
3射砂在关闭位置。
4动作顺序 合模缸进 --合模 --砂筒缸进-- 压紧缸进 --压紧-- 射砂--排气--压紧缸退--射头松开--砂筒缸退--固化--合模缸推开模--顶芯--取芯--清理
3操作前的准备工作
1打开主电源开关(电源指示灯亮)按动复位按钮把各运动零部件回归至原始位置。
2打开压缩空气总阀门,排净分离器中的水,加足油水分离器中的油,用调压阀调节压缩空气压力,使压力达到0.5-0.7mpa时方可工作。
3检查砂斗内是否加满砂,否则及时补充。
4模具加热:芯盒加热应在每工作开始。手动操作方式运行1-3次后,芯盒处于合模状态下进行。加热温度按工艺要求设定值200-260℃之间选定。
5检查脱模剂罐内是否有足够的脱模剂,应及时补充。
4工作方式选择
1手动操作:手动操作主要用来检查、调节主机各零部件运转情况。为自动操作做好准备工作,也可手动操作完成制芯过程。
2自动操作:自动操作为一次单周循环。按压启动按钮。设备即可按工作顺序自动循环一周完成制芯过程。按移位开关,再按动B按钮又进行下一个循环。
3应急操作 :射芯机在自动运行中发生故障时应立即按停止按钮,停止工作。在停止状态 下芯盒仍在继续加热,是否终止加热,按故障情况相应决定。故障处理后需继续工作,首先按压停止按钮再按压复位按钮,使设备各零部件回归原始位置后再按压启动按钮重新工作。
5停机
1暂时停机:若操作者暂时离开机器,需要停机时按下停止按钮。然后按复位按钮使各部件回归各自的原始位置。用手动将模具合上。模具仍保持加热状态。
2班后停机和长期停机 操作者完成一个班次任务后或需要长期停机时,应做好如下工作: a) 关掉总电源 b) 关闭总气道进气阀和储气罐的气阀。打开排气阀,排除余压和水 c) 若长期停机需清理砂斗和射砂筒中余砂。
四、日常维护保养:
1检查各气缸、气路及阀门有无漏气现象及时排除。
2工作中随时清扫各个运动部件接触面。如:导套、导柱各处。
3经常检查各部件的连接紧固螺栓、螺母有无松动,及时旋紧。
4每天工作后清扫设备,每周一次内外彻底清扫。
5电控箱及操作面保持清洁。非检修或设定时间后把门关严扣好。
五、安全注意事项 :
1对本设备操作没有进行过培训的人员不得操作本设备。
2在进行自动运转前必须经手动空转。
3开动前要检查运动部件中有无异物、有无非设备操作人员靠近。不要将工具等杂物放在设备上。
4设备在运转中,不允许触摸运动部分及电器元件。
5因外部供电中断运转中的设备突然停止工作时,要切断设备电源开关以免再来电造成危险。
6在设备维修、检查、调整、清理等工作中。应切断总电源和压缩空气总阀门。
7在维修、检查、调整电磁阀后有可能未恢复到原来状态,通电、通气后要注意观察,以免发生意外动作造成危险。
8设备各部分在工作中如出现异常声音、异味等不正常现象时应立即停止运行。检查调整后必须先进行手动空转试机。
9设备工作后停机必须停在原始位置,然后切断电源、气源。
10 所有电磁阀为24V,客户更换电磁阀时要注意; 更换电热管时要关闭总电源,以防零线带电伤人;当电箱出现问题时,首先检查手动自动开关和启动开关,操作这两个开关时看PLC控制器上的指示灯是否有反应,来确定开关是否有问题。
11 电源线不得小于6平方毫米,设备外壳应有良好接地!每次工作前,请先对设备进行检查,确保设备没有异常情况,请先手动方式下试运行,气源压力不得大于0.8Mpa,设备定期清理,不能带故障运行,电气技术支持15231761505,我们竭诚为你服务!